





服務熱線
0769-28680919
153-2293-3971
檢測內容
筆芯內徑機器視覺測量系統
檢測要求
精度±0.03mm,速度120~180個/分鐘
視覺可行性分析
對樣品進行了光學實驗,并進行圖像處理,原則上可以使用機器視覺系統進行測試測量。
結果:
對所有樣品進行分析,可以在不同的光照與位置下測量出筆芯的內徑。
使用的LED光源、工業相機、工業鏡頭等硬件的具體信息,請參看下面的內容。
測試條件:
產品測試時,視場留有一定的包容空間,但這不意味著在視場內就一定能得到非常準確的測量數據。原則上需要機器視覺系統有較精密的定位與固定裝置。
使用硬件:
LED光源:CSR-5060-DRLR 2個
光源控制器:CSR-24T2-SPV 1個
工業相機:AVT Guppy F-146 2個
相機電纜:3米1394A線 2條
圖像采集卡:1394A卡 1塊
工業鏡頭:Computar TEC M55 2個
光學延長管:40mm 2個
安裝條件:
以產品為中心,兩邊對稱,每邊分別有一個LED光源、一個工業相機、一個工業鏡頭、一個光學延長管,兩路影像系統共用一個頻閃控制器,一塊圖像采集卡。
光源工作距離:25~30mm,指光源發光表面到目標表面的距離
相機工作距離:100~105mm,指相機鏡頭表面到目標表面的距離
視場:10*7.5mm
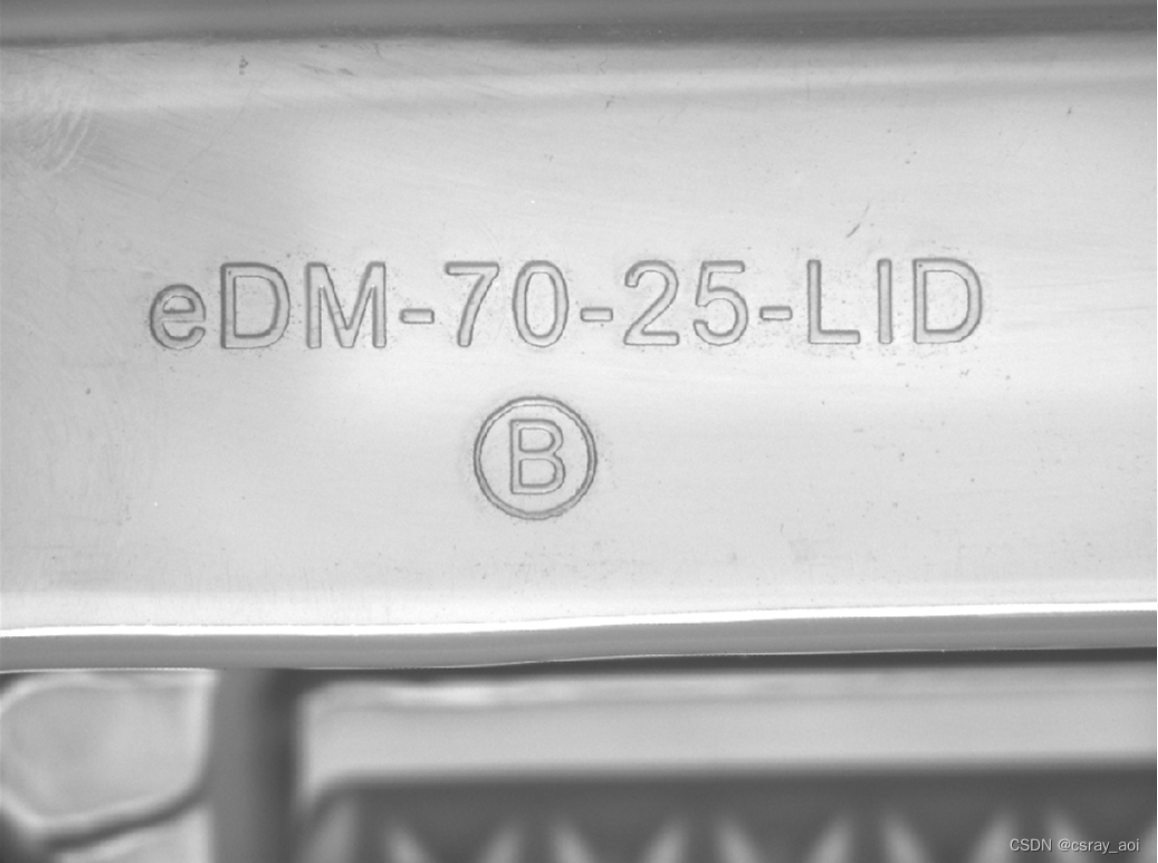
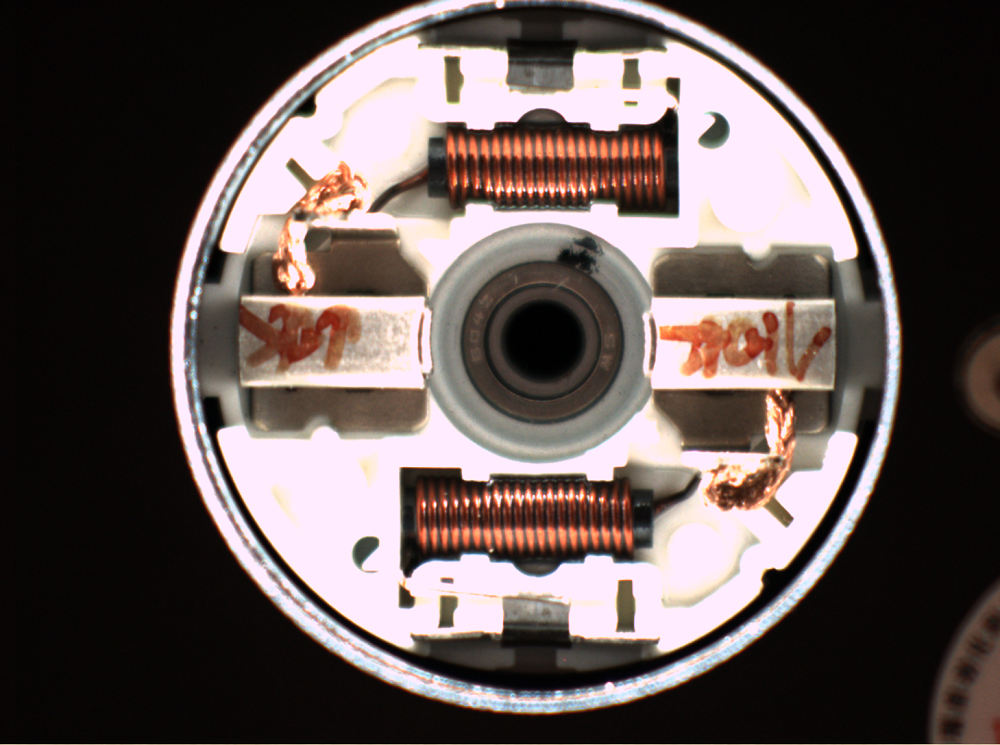
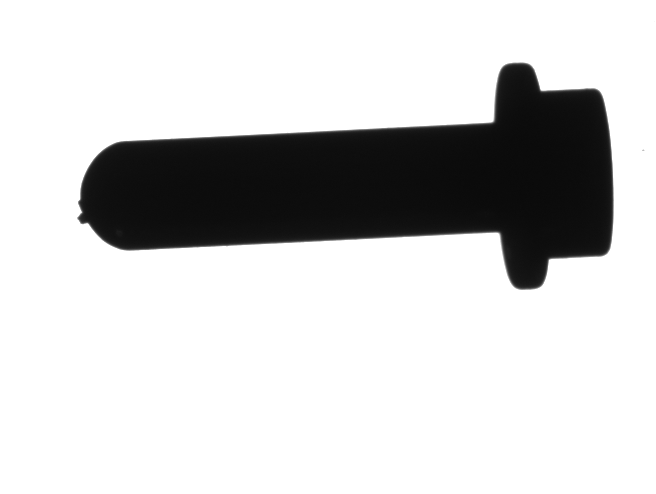
測試照片:
不同產品的測試結果:




不同的產品,測量的數據只能作為參考。但是我們可以看到,即使內徑有毛刺,也可以對內徑進行比較準確的測量,但是當毛刺比較大時,會對內徑的測量造成一定的影響。
同一產品不同亮度:




同一產品在不同亮度測量,測量的結果基本上保持一至,在沒有曝光過度時,甚至無變化。
同一產品相同亮度不同位置:




同一產品在不同位置的拍攝效果可以看到,會有約3個像素的變化,這個是系統的重復精度。即當產品在不同的位置以不同的角度拍攝時,其重復測量的精確度。重復精度越高對機器視覺系統的穩定性越好。
 官方公眾號
官方公眾號 官方抖音號
官方抖音號Copyright ? 2022 東莞康耐德智能控制有限公司版權所有.機器視覺系統 粵ICP備2022020204號-1 聯系我們 | 網站地圖

